 FrançaisFrançais
FrançaisFrançais
Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2026-05-18 origine:Propulsé








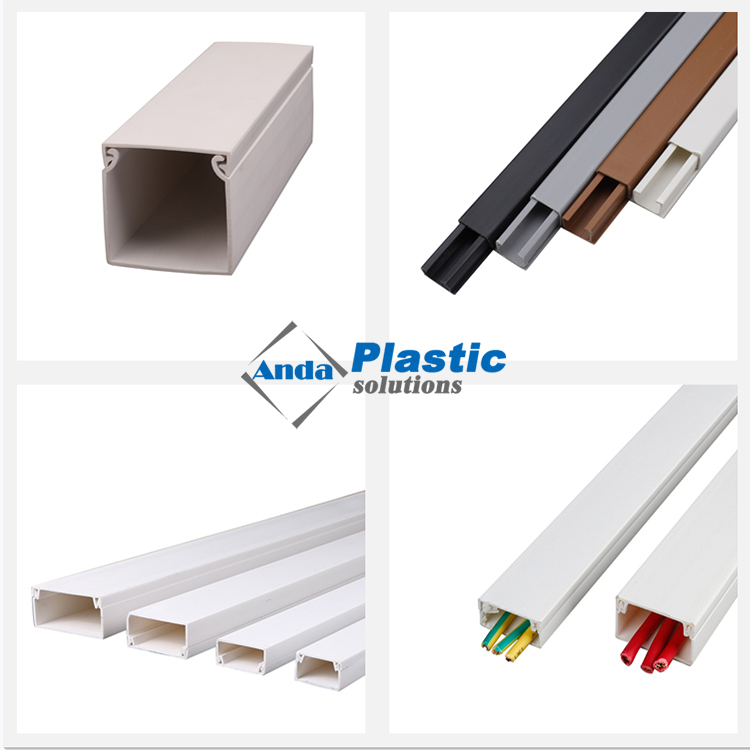
Les systèmes d'extrusion de PVC traditionnels sont très efficaces pour produire des profilés fonctionnels et structurels, mais les applications décoratives nécessitent un niveau de précision de fabrication différent. Les marchés architecturaux et intérieurs d'aujourd'hui exigent des dimensions cohérentes, une qualité de surface raffinée et des finitions qui reproduisent les matériaux naturels avec plus de réalisme. Pour répondre à ces attentes, les fabricants adoptent de plus en plus de machines à profilés décoratifs en PVC, des lignes d'extrusion spécialisées conçues non seulement pour le formage de profilés, mais également pour l'amélioration et la finition intégrées des surfaces. En combinant des performances d'extrusion stables avec des technologies de décoration en aval, ces systèmes permettent la production de profilés décoratifs à grain de bois, à effet pierre, à haute brillance et autres profilés décoratifs à valeur ajoutée.
Dans ce guide, nous nous concentrons sur les considérations techniques derrière la production de profilés décoratifs en PVC. Vous apprendrez comment l"architecture de la machine influence la stabilité dimensionnelle, comment les différentes formulations de PVC affectent les performances de traitement, comment les modules de décoration sont intégrés dans la chaîne de production et quels facteurs d"évaluation des équipements sont les plus importants lors de la sélection d"une solution pour la fabrication commerciale.

Une ligne complète comprend le mélange des matériaux, l"extrusion conique à deux vis, l"étalonnage de précision des matrices et la décoration en aval (laminage ou impression).
La métallurgie du fût de l"extrudeuse doit correspondre à votre formulation ; Les recettes à haute teneur en carbonate de calcium (CaCO3) nécessitent un acier SKD amélioré par rapport au 38CrMoAlA standard pour éviter une usure rapide.
Les conceptions avancées de têtes de filière utilisent des « zones de pré-atterrissage » pour réduire le gonflement de la filière, garantissant ainsi les tolérances serrées requises pour les panneaux décoratifs imbriqués.
Les dépenses d"investissement totales varient de 30 000 $ à 100 000 $+ en fonction de la capacité cible (80 kg/h à 1 000 kg/h) et des exigences spécialisées en matière de coextrusion.
Le matériel se traduit directement par la qualité du produit. Cela détermine également la stabilité globale de votre processus. Vous devez comprendre chaque composant pour optimiser la production.
Une alimentation constante empêche la dégradation du matériau. Il maintient votre production uniforme. Nous nous appuyons sur des mécanismes spécifiques pour atteindre cet équilibre.
Chargeurs à vis de type DTC : ces unités sont dotées de commutateurs de fin de course. Ils assurent une livraison constante du matériel. Les interrupteurs empêchent automatiquement l'alimentation par débordement.
Systèmes de dégazage sous vide : L’humidité détruit l’esthétique de la surface. Les pompes à vide extraient continuellement l’humidité des matières premières. Cette extraction évite les bulles en surface dans votre profil décoratif final.
Plaques de rupture et packs de tamis : ces composants filtrent les impuretés physiques. Ils jouent également un rôle crucial dans la dynamique des fluides. Ils éliminent la « mémoire de rotation des vis ». Cette correction garantit un écoulement uniforme de la matière fondue avant la filière.
La tête de filière façonne le plastique fondu. Il dicte la géométrie de votre profil final. L"ingénierie avancée sépare ici les machines standard des machines haut de gamme.
Les ingénieurs utilisent des zones de transition et de pré-atterrissage à l"intérieur de la matrice. Le PVC fondu pénètre dans la filière sous une pression extrême. La chute de cette pression provoque instantanément un « gonflement de la matrice ». Le plastique se dilate de manière imprévisible à la sortie. Les têtes de filière d"ingénierie diminuent progressivement la pression. La zone de pré-atterrissage stabilise la fonte avant la zone d"atterrissage finale. Cette réduction limite drastiquement le gonflement de la filière. Vous obtenez les tolérances serrées requises pour les panneaux décoratifs emboîtables.
Vous devez verrouiller les dimensions du profil immédiatement après l"extrusion. Un refroidissement trop lent provoque un affaissement. Un refroidissement trop rapide introduit un stress interne.
Les lignes modernes utilisent des tables d"étalonnage alternées sous vide et à échange froid-chaud. Ces tables verrouillent rapidement les dimensions. L"aspirateur tire le plastique souple contre des gabarits métalliques précis. L"eau froide solidifie la forme instantanément.
Vous rencontrez alors des systèmes de double transport. La première étape extrait le profil de manière cohérente. La deuxième étape fonctionne légèrement différemment. Il élimine spécifiquement les contraintes internes résiduelles. Ce processus en deux étapes empêche la déformation de vos garnitures décoratives finies.
La fiabilité opérationnelle à long terme dépend de la métallurgie. Votre machine doit manipuler quotidiennement des matériaux abrasifs. La maintenance préventive commence dès la phase de sélection des équipements.
Les profilés décoratifs utilisent souvent de lourdes charges de remplissage. Le plastique en pierre et les garnitures en PVC épais en sont d"excellents exemples. Les fabricants ajoutent des niveaux élevés de carbonate de calcium (CaCO3). Le CaCO3 réduit considérablement les coûts globaux des matériaux. Cela augmente également la rigidité du profil final. Cependant, le CaCO3 agit comme un abrasif important à l’intérieur du canon.
Vous devez faire correspondre votre nuance d"acier à votre formulation. Choisir la mauvaise métallurgie garantit une panne prématurée des équipements. Le rendement chute rapidement à mesure que les vis s"usent.
Les configurations standard utilisent de l"acier nitruré 38CrMoAlA. Cet alliage gère parfaitement le PVC pur. Il échoue rapidement sous de lourdes charges de CaCO3. Les applications à forte usure nécessitent des vis bimétalliques. Vous devriez envisager les mises à niveau de l"acier SKD pour ces recettes. L"acier SKD atteint une dureté de 800 à 900HV. Cette dureté extrême évite une dégradation prématurée des vis.
Type de métallurgie | Niveau de dureté | Meilleure application | Résistance à l"usure |
|---|---|---|---|
38CrMoAlA (nitruré) | ~800HV (Surface uniquement) | PVC standard, faible charge | Modéré |
Revêtement bimétallique | ~850HV (couche profonde) | Remplisseur moyen CaCO3 | Haut |
Acier SKD (mis à niveau) | 800-900HV (durci à cœur) | Pierre plastique à haute teneur en calcium | Maximum |
Les modèles coniques à double vis à haut rendement optimisent la vitesse de production. Ils peuvent atteindre des vitesses impressionnantes de 4 à 6 mètres par minute. De plus, les géométries de vis optimisées font fondre le plastique à des températures plus basses. Cette efficacité réduit la consommation d"énergie à long terme jusqu"à 15 %. Vous maintenez un rendement élevé sans gonfler les factures de services publics.
Le processus d"extrusion crée la géométrie de base. Les modules en aval rendent le profil véritablement « décoratif ». Vous sélectionnez ces modules en fonction de votre marché cible.
De nombreux profils haut de gamme nécessitent plusieurs couches de matériaux. Vous utilisez une extrudeuse principale pour le noyau de base structurel. Vous ajoutez ensuite une co-extrudeuse plus petite à la ligne. Cette machine secondaire applique une couche externe de qualité supérieure. Vous pouvez appliquer de l"ASA résistant aux intempéries sur du PVC extérieur. Vous pouvez également appliquer du PMMA coloré très brillant pour les garnitures intérieures.
Le laminage enveloppe un film décoratif autour du profil brut. Vous devez choisir entre deux systèmes adhésifs distincts.
Systèmes de colle froide : Ces systèmes offrent un temps de nivellement supérieur. L'adhésif s'étale doucement avant de prendre. Vous obtenez une finition sans bulles sur des profils géométriques complexes. La colle froide présente également des coûts énergétiques inférieurs. Les opérateurs apprécient l’environnement sans dégagement gazeux toxique.
Systèmes Hot Melt : Ces systèmes donnent la priorité à la vitesse. L'adhésif offre des temps de durcissement incroyablement rapides. Vous déployez du hotmelt pour des lignes de production continue à grande vitesse.
Certains profils nécessitent des approches esthétiques différentes. L"impression par transfert thermique en ligne applique directement des motifs complexes. Un revêtement d"huile brillant scelle la surface imprimée. Vous voyez fréquemment ces traitements sur les panneaux de plafond. Ils dominent également les plinthes et les chants de meubles.
Vous devez faire correspondre les spécifications de l’équipement à vos produits finaux cibles. Une seule machine ne peut pas produire tous les profils de manière optimale. Nous classons les lignes selon leur production principale.
Gamme de produits cible | Caractéristique de l"équipement de base | Défi de la production primaire |
|---|---|---|
Panneaux de plafond et de mur en PVC | Matrices d"extrusion pour panneaux larges | Nécessite un étalonnage du vide très stable pour éviter la courbure de la surface. |
Bandes de chant et plinthes | Matrices multi-empreintes à grande vitesse | Exige une perforation en ligne précise et des vitesses d’impression synchronisées. |
Lignes de portes et de garnitures WPC | Rouleaux de gaufrage en ligne | Doit simuler les textures naturelles du grain du bois immédiatement après l"extrusion. |
Co-extrusion souple/rigide | Synchronisation double extrudeuse | Intégration d"une étanchéité flexible (PVC/TPE souple) sur un support rigide. |
Ces lignes gèrent l’extrusion de panneaux larges. La vaste surface présente des défis de refroidissement uniques. Vous avez besoin d’un étalonnage du vide très stable. Un calibrage correct empêche la courbure de la surface pendant la phase de refroidissement. La planéité reste essentielle pour les installations de plafonds emboîtables.

Ces produits exigent un volume immense. Les fabricants utilisent des configurations d’extrusion multi-cavités à grande vitesse. Une configuration à 1 matrice et 6 cavités multiplie considérablement la sortie. Vous combinez cette configuration avec le poinçonnage en ligne. Vous intégrez également l’impression en ligne pour une production transparente.
Les composites bois-plastique nécessitent une texture importante. Vous installez des rouleaux de gaufrage en ligne après la matrice. Ces rouleaux s"enfoncent profondément dans le profil chaud. Ils simulent les textures naturelles du grain du bois immédiatement après l"extrusion. Le matériau conserve cette texture de manière permanente en refroidissant.
De nombreux profils décoratifs nécessitent des ajouts fonctionnels. Les garnitures de fenêtres nécessitent souvent une étanchéité flexible et intégrée. Vous y parvenez en utilisant du PVC souple ou du TPE. Le processus de coextrusion lie le joint souple à la garniture rigide de manière permanente.
La prise de décision commerciale nécessite une évaluation stricte des fournisseurs. Vous devez évaluer les capacités techniques de manière transparente. Trouver un équipement fiable ne se limite pas à consulter des brochures.
Vous devez évaluer les fournisseurs en fonction de leurs capacités globales. Peuvent-ils fournir des équipements auxiliaires synchronisés ? Vous aurez besoin de mélangeurs à grande vitesse pour vos matières premières. Vous avez également besoin de perforateurs en ligne et de soudeurs de profilés. Les fournisseurs clé en main garantissent que toutes ces machines communiquent de manière transparente. L’approvisionnement autonome crée souvent des problèmes d’intégration.
Les tests représentent votre plus grande stratégie d’atténuation des risques. Vérifiez si le fournisseur propose des tests de formule lors des tests d"acceptation en usine (FAT). L"utilisation de PVC standard ne prouve rien si vous utilisez des recettes riches en charges. Vous devez tester votre formule exacte avant l"expédition.
De plus, recherchez des conditions de garantie claires. Concentrez-vous spécifiquement sur les pièces à forte usure. Les garanties sur le châssis de la machine ne signifient pas grand-chose. Vous avez besoin d’une protection pour les vis et les barillets. Ces composants supportent le plus de stress au quotidien.
Une fiable machine à profilés décoratifs en PVC équilibre la dynamique des fluides avancée avec une métallurgie robuste. Vous avez besoin de têtes de filière spécialisées pour gérer des géométries complexes. Vous avez également besoin d’un acier résistant pour gérer les recettes riches en charges. Leur association avec des modules de traitement de surface précis garantit le succès sur le marché.
Nous encourageons les acheteurs à finaliser d’abord leur section transversale exacte. Utilisez des dessins CAO pour plus de précision. Vous devez également finaliser votre formule de matière première, notamment le pourcentage de charge. Faites-le avant de demander des devis aux fournisseurs. Ces deux facteurs critiques dictent la taille de votre extrudeuse requise. Ils déterminent votre qualité d"acier. Ils définissent également la complexité de votre matrice à l"avenir.
R : Les capacités de sortie varient considérablement en fonction de la configuration de la machine. Les petites lignes de coupe produisent généralement environ 80 kg/h. A l’inverse, les lignes multi-cartes lourdes peuvent dépasser les 1000 kg/h. Votre production spécifique dépend entièrement du modèle d"extrudeuse choisi, de la complexité de la filière et de la formulation des matières premières.
R : Bien que les principaux cadres d"équipement semblent similaires, les mécanismes internes diffèrent considérablement. Les applications de PVC souple utilisent généralement des extrudeuses monovis. Les profils rigides nécessitent des configurations coniques à double vis. De plus, la conception des vis, les têtes de filière et les méthodes de refroidissement en aval sont entièrement spécialisées pour chaque type de matériau.
R : La déformation se produit lorsque des contraintes internes résiduelles demeurent dans le plastique. Vous devez garantir une longueur adéquate du réservoir de refroidissement pour une réduction complète de la température. Plus important encore, mettez en œuvre un système de transport en deux étapes. La deuxième étape détend le matériau, libérant les contraintes internes avant que le profil n"atteigne la scie à découper.















